-
+86-15751661017
-
Деревня Шанбэй, поселок Юэтан, город Ичжэн (№ 18, проспект Инбинь, поселок Юэтан)
+86-15751661017
+86-15751661017
Деревня Шанбэй, поселок Юэтан, город Ичжэн (№ 18, проспект Инбинь, поселок Юэтан)
+86-15751661017

2025-10-22
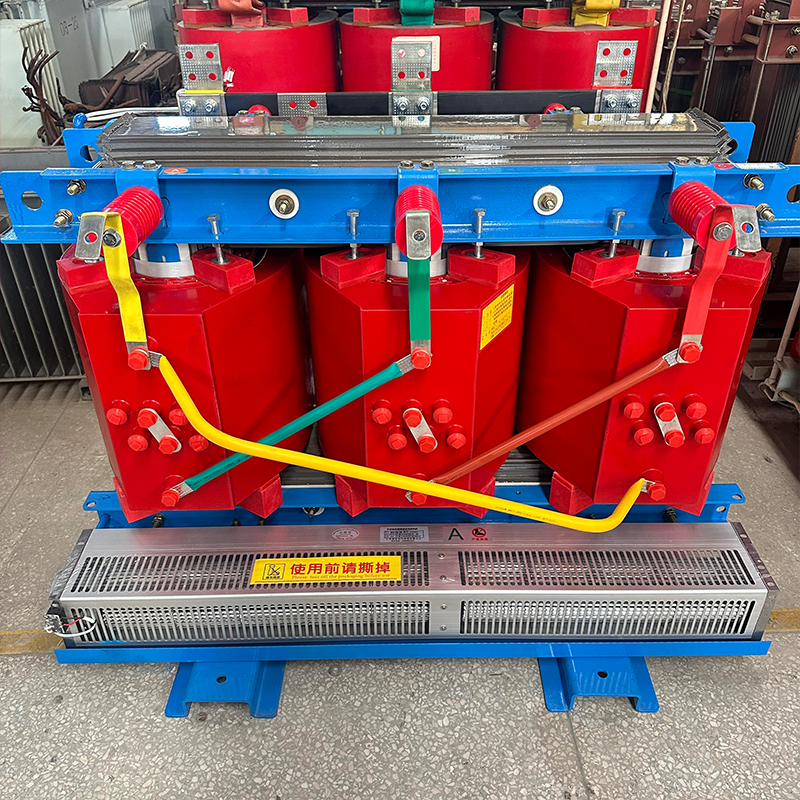
Сфера применения
Настоящий технологический документ подходит для обмотки обмотки обмотки из фольги трансформатора
Основное оборудование, оборудование и материалы
Оборудование: станок для обмотки фольги, машина для дуговой сварки, компрессор
Рабочий комплект: обмотанные модули,
Материалы: медная фольга / алюминиевая фольга, межслойная изоляция, концевая изоляция,текстильная стойка, треугольная стойка, клей, дезформатор
Рабочие инструменты
Инструменты: ножницы, бумажный нож, ручная песчаная турбина, крепежная лента
Измеритель: угловая линейка, 1м стальная линейка, наружные зажимы, 2м стальная рулетка
Технологическая подготовка
Прочитать чертежи и проверить, соответствуют ли используемые материалы требованиям к чертежам
В соответствии с моделью изделия, чертеж выбрать хорошую форму для намотки
Проверьте, работает ли фольговый намоточный станок, компрессор, сварочный аппарат гибко, работает ли он нормально, место, требующее заправки, должно быть снабжено смазочным материалом, место, требующее охлаждения, должно быть снабжено охлаждающей средой, если вы обнаружите, что оборудование работает ненормально, вы должны немедленно сообщить об этом руководителю группы, попросить ремонт
Технологические требования
Винтовка медная / алюминиевая фольга обмотки, изоляция, торцевая изоляция должны соответствовать требованиям образца
Если медная / алюминиевая фольга обнаруживает острые углы, волосяные шипы и другие явления, используйте наждачную бумагу для шлифовки и выравнивания
Расстояние между двутавровыми подпорками, количество должно соответствовать требованиям чертежа, двутавровая подпорка, треугольная подпорка должна быть прочной, не может упасть
Каналы с воздушным зазором требуют открытого доступа, отсутствия блокировки и других явлений
Требования к сварке медной / алюминиевой фольги катушки: сварка должна быть прочной, сварное отверстие должно быть ровным, нет видимой дуговой ямы, дефектное положение после сварки должно быть шлифовано и выровнено, не должно быть острых углов и волосяных шипов
Технологический процесс
Сначала нанесите соответствующее количество формовочного агента на обмотку, все части должны быть равномерными, 0,25 - мм изоляционный слой на обмотку обмотает три круга, а затем сваренная бронзовая медная фольга / алюминиевая фольга прикрепляется крепежной лентой в указанном положении намотки
В соответствии с толщиной медной фольги / алюминиевой фольги с соответствующим количеством концевой изоляции, натянуть, отрегулировать, затем начать намотку и обеспечить, чтобы разрыв между концевой изоляцией и медной фольгой / алюминиевой фольгой составлял 1,5 - 2 мм.
При намотке на заданное количество кругов, вставьте полосу и обмотайте изоляционный слой соответствующей толщины, после первого круга добавьте четыре слоя изоляции, а затем продолжайте наматывать количество кругов, указанное в рисунке
Регулируйте положение медной / алюминиевой фольги, прислоняйтесь к ней медным рядом, вырезайте положение сдвига, затяните медную / алюминиевую фольгу к положению ножниц, включите ножницы на машине, сделайте автоматическое резание и затяните до положения, необходимого для сварки медных рядов
Включите барометрическое устройство, чтобы зажать медную фольгу / алюминиевую фольгу с медными рядами, а затем постучите по краю небольшой дуги и запустите сварочный аппарат для сварки.
После того, как сварка завершена, а затем намотка, обмотка вокруг конца медной / алюминиевой фольги плюс три слоя изоляции, обмотка близится к завершению, требуется зажать треугольную подпорку, обратите внимание, что один конец вставленного термометра требует отверстия, и, наконец, вокруг трех слоев изоляции, изоляция на конце требует еще одного круга.Затем весь обернут вокруг полустопки предварительно пропитанной ленты и склеены клеем.
Перемотанная катушка в печь вакуумная сухость, температурные требования 150°C, поддерживается в течение 3 часов
Выйти из печи, ждать, пока катушка слегка остынет после снятия, а затем отполировать в соответствии с высотой, требуемой чертежом, и обрезать, а затем нанести стеклоклей, обратите внимание на выравнивание и гладкость.
Проверка, затем вход в программу сборки