-
+86-15751661017
-
Деревня Шанбэй, поселок Юэтан, город Ичжэн (№ 18, проспект Инбинь, поселок Юэтан)
+86-15751661017
+86-15751661017
Деревня Шанбэй, поселок Юэтан, город Ичжэн (№ 18, проспект Инбинь, поселок Юэтан)
+86-15751661017

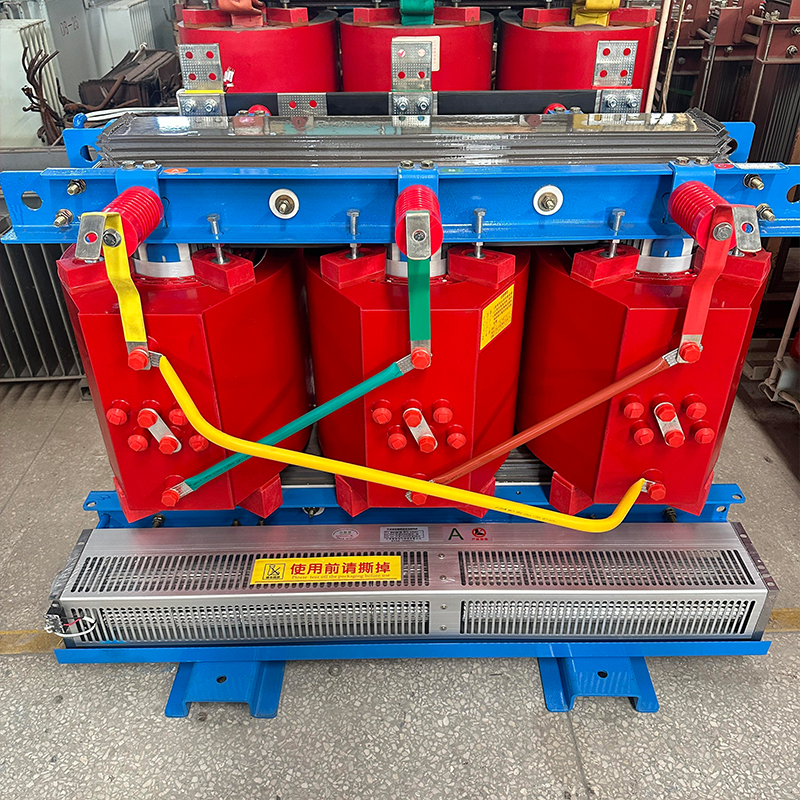
Если искать производителя автотрансформаторов, холостой ход — тот параметр, который часто становится камнем преткновения. Многие думают, что главное — уложиться в ГОСТ, но на практике даже при идеальных цифрах могут всплыть проблемы, о которых не предупреждают в спецификациях.
Когда мы в ООО Цзянсу Госинь Электротехнические Технологии начинали серийный выпуск автотрансформаторов, думали: главное — обеспечить заявленные потери. Но первый же случай на объекте в Новосибирске показал — даже при норме 0,15% замеры на месте давали плавающие значения. Оказалось, местные подрядчики не учли гармоники в сети.
Замеры холостого хода — это всегда палка о двух концах. Лабораторные условия дают красивые цифры, но в реальной эксплуатации сказывается и качество стали, и даже температура раскатки магнитопровода. Помню, как на одном из объектов при -35°C ток холостого хода внезапно подскочил на 8% — пришлось экстренно менять схему подмагничивания.
Сейчас мы всегда советуем заказчикам проводить контрольные замеры не только на производстве, но и после монтажа. Особенно для автотрансформаторов большой мощности — там даже незначительное отклонение в 2-3% может за год 'съесть' экономию от покупки более дешёвого аналога.
Наш завод в промышленной зоне посёлка Юэтан изначально проектировался с учётом специфики сборки магнитных систем. Но даже при современном оборудовании случаются казусы — например, при переходе на новую марку анизотропной стали пришлось полностью перенастраивать алгоритм сборки пакетов.
Особенно сложно с автотрансформаторами на 110 кВ — там любая неточность в геометрии сердечника приводит к локальным перегревам. Как-то раз пришлось демонтировать уже собранный трансформатор из-за микроскопической вмятины на пластине — визуально дефект был незаметен, но при испытаниях давал характерный гул.
Сейчас мы внедрили трёхступенчатый контроль: после резки, после сборки пакета и после пропитки. Это увеличило цикл производства на 6 часов, но зато полностью исключило случаи превышения норм по холостому ходу из-за производственных дефектов.
В 2022 году поставили партию автотрансформаторов для модернизации подстанции в Казани. По паспорту всё идеально — 0,12% потерь, но через месяц эксплуатации начались жалобы на шум. При обследовании выяснилось — местные электрики при монтаже перетянули стяжные шпильки, что вызвало механическое напряжение в магнитопроводе.
Другой показательный случай — автотрансформатор для горнодобывающего комбината на Урале. Заказчик требовал гарантированно низкие потери холостого хода, но при этом экономил на системе охлаждения. В итоге пришлось переделывать конструкцию бака — добавили дополнительные радиаторы, иначе при летних пиковых нагрузках начинался перегрев обмоток.
Из таких ситуаций родилось правило: всегда запрашивать у заказчика не только технические условия, но и планируемый режим эксплуатации. Иногда проще сразу заложить более толстый провод в обмотку, чем потом объяснять, почему трансформатор не тянет нагрузку.
Многие производители умалчивают, что холостой ход автотрансформатора сильно зависит от качества электротехнической стали. Мы в ООО Цзянсу Госинь Электротехнические Технологии перепробовали поставщиков из пяти стран, прежде чем остановились на японской стали JFE — да, дороже на 15%, но зато стабильные характеристики от партии к партии.
Ещё один нюанс — старение изоляции. В сухих трансформаторах это особенно критично — через 3-4 года может наблюдаться рост потерь холостого хода на 5-7% даже при нормальных условиях эксплуатации. Поэтому мы сейчас переходим на вакуумную пропитку эпоксидными компаундами — дороже, но долговечнее.
При сборке предварительно собранных подстанций часто забывают про взаимное влияние оборудования. Как-то раз из-за неправильного расположения высоковольтных ячеек получился эффект экранирования — холостой ход автотрансформатора 'поплыл' на 12%. Пришлось перекоммутировать шины, хотя по проекту всё было верно.
Сейчас экспериментируем с лазерной резкой магнитопроводов — теоретически это должно снизить потери ещё на 3-4%. Но технология капризная, требует идеально ровного раскроя. Пока пробуем на малых мощностях, для масляных трансформаторов 10 кВ.
Интересное направление — композитные трансформаторы с комбинированной системой охлаждения. Там холостой ход стабильнее за счёт лучшего теплоотвода, но сложнее с балансировкой фаз. Два прототипа уже работают на тестовом полигоне под Янчжоу.
Из последнего — начали сотрудничество с научным центром из Нанкина по теме аморфных сплавов. Если удастся адаптировать технологию для серийного производства, можно будет снизить потери холостого хода ещё на 20-25%. Но пока это только лабораторные образцы — до промышленного внедрения лет пять как минимум.
Главный урок — не доверять слепо паспортным данным. Всегда закладывайте запас по потерям холостого хода, особенно для объектов со сложным режимом работы. Мы сейчас в спецификациях отдельной строкой прописываем поправочные коэффициенты для разных климатических зон.
При выборе производителя смотрите не на красивые цифры в каталоге, а на наличие полного цикла производства. Наш завод в Ичжэне сохранил всё оборудование ещё с советских времён плюс добавил японские линии — это позволяет контролировать каждый этап, от резки стали до финальной пропитки.
И последнее — никогда не экономьте на испытаниях. Лучше потратить лишние два дня на контрольные замеры, чем потом разбираться с последствиями на объекте. Как показывает практика, 80% проблем с холостым ходом всплывают именно после пусконаладки, а не в цеху.