-
+86-15751661017
-
Деревня Шанбэй, поселок Юэтан, город Ичжэн (№ 18, проспект Инбинь, поселок Юэтан)
+86-15751661017
+86-15751661017
Деревня Шанбэй, поселок Юэтан, город Ичжэн (№ 18, проспект Инбинь, поселок Юэтан)
+86-15751661017

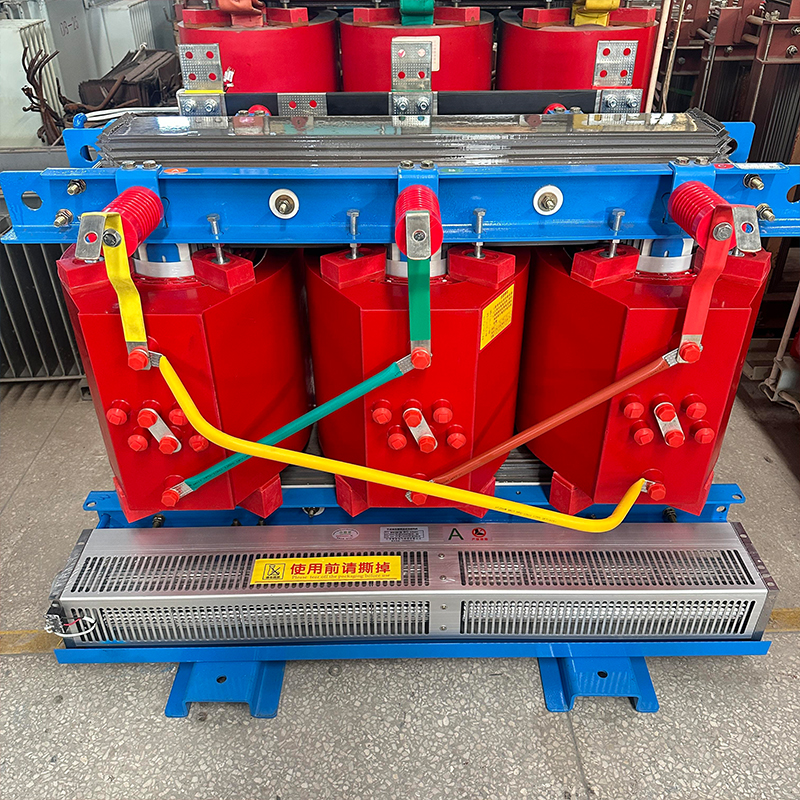
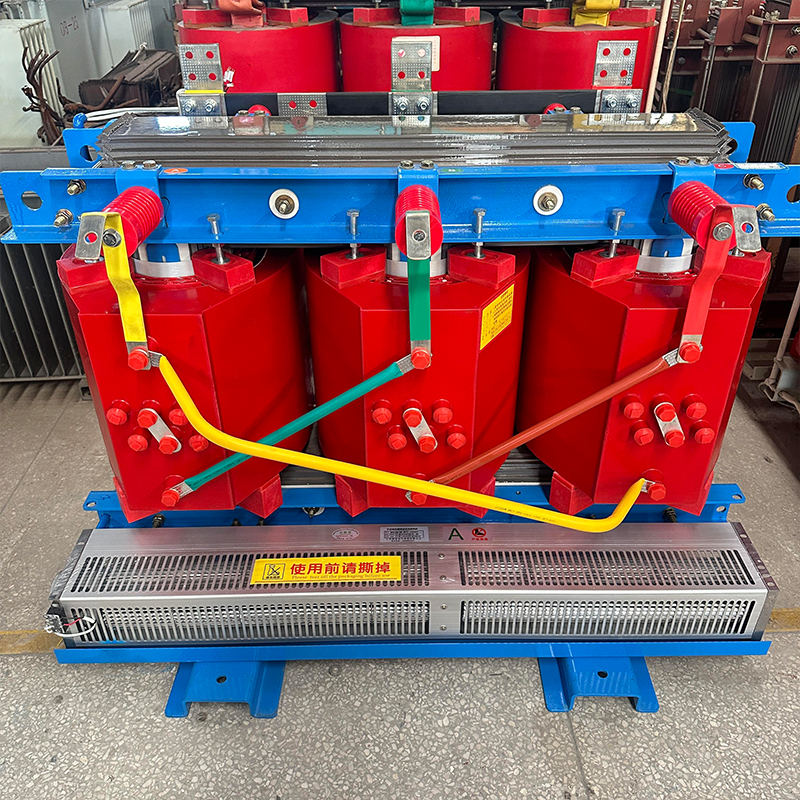
Если искать тороидальные автотрансформаторы завод, часто натыкаешься на шаблонные описания 'высокая эффективность' и 'компактность'. Но на практике ключевое — как именно эта компактность реализована в металле. У нас в отрасли до сих пор встречается заблуждение, что тороидальная форма — просто 'красивое решение', хотя на деле это сложнейший баланс между магнитным рассеянием и термостабильностью.
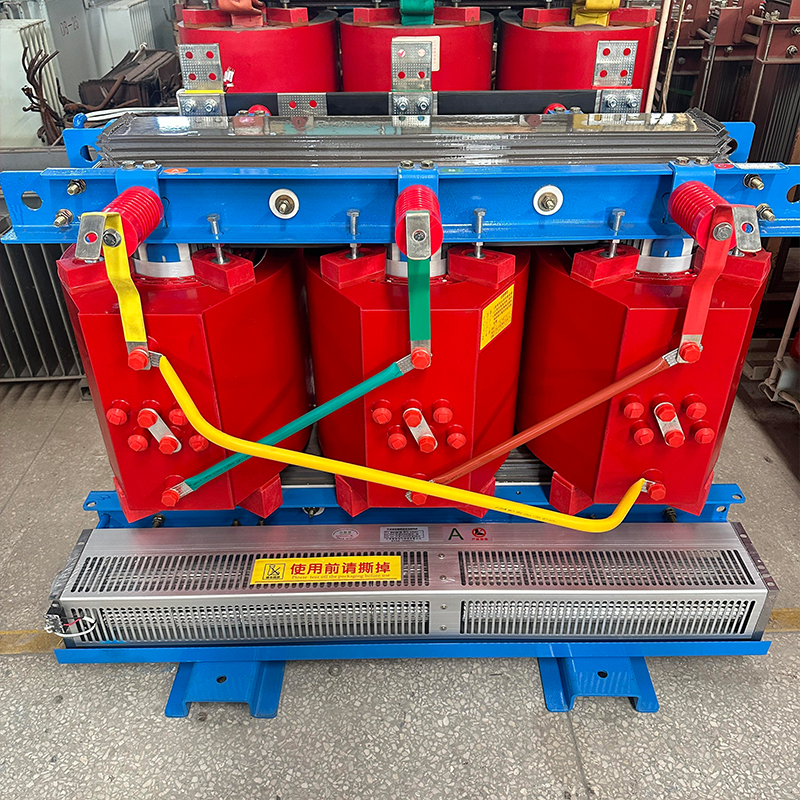
Вспоминаю, как на тороидальных автотрансформаторах первого поколения мы столкнулись с асимметричным нагревом — казалось бы, кольцевой сердечник должен прогреваться равномерно, но в реальности верхняя половина всегда была на 5-7°C горячее. Пришлось пересматривать схему намотки, добавлять термодатчики в критичные зоны. Это тот нюанс, который в паспорте не отразишь, но без него ресурс падает на треть.
Особенно критично для производителей вроде ООО 'Цзянсу Госинь Электротехнические Технологии' — их расположение в промышленной зоне Юэтан с влажным климатом требует дополнительной герметизации торцевых поверхностей. Видел их последние модели — там применена двойная изоляция лаковым составом с промежуточной сушкой инфракрасными камерами. Такие детали обычно умалчивают, но они определяют, будет ли автотрансформатор работать 10 лет или 15.
Кстати, о намотке — многие недооценивают влияние направления витков на помехозащищенность. При встречной намотке мы фиксировали наводки до 12 мВ в соседних цепях, тогда как прогрессивная схема снижала этот показатель до 3-4 мВ. Это особенно важно для медицинского оборудования, где ООО Цзянсу Госинь поставляет свои трансформаторы.
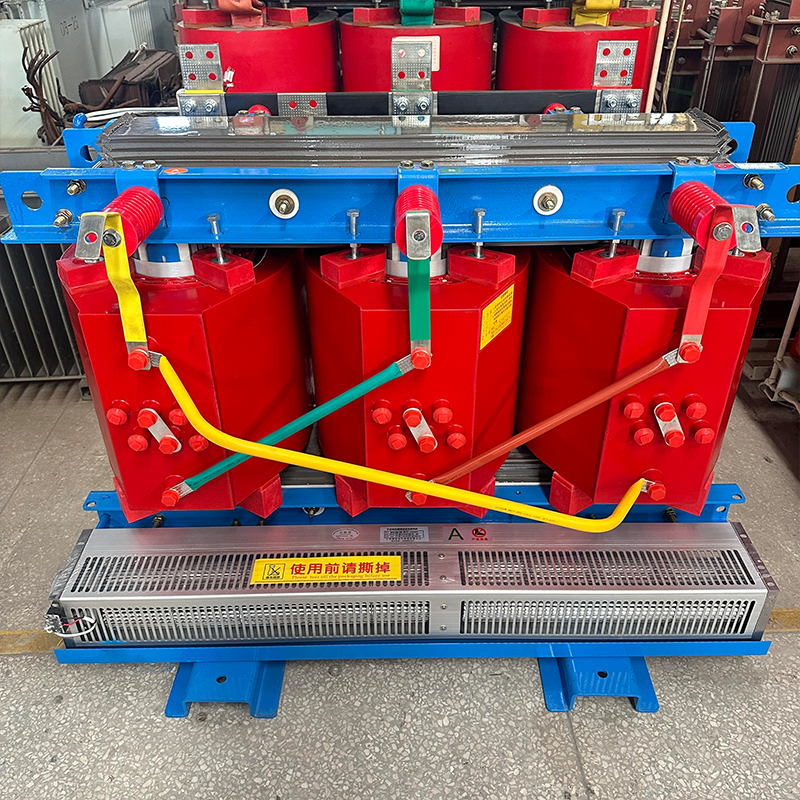
На их заводе в Ичжэн обратил внимание на систему контроля качества — каждый тороидальный автотрансформатор проходит не просто стандартные испытания, а циклические термоудары от -40°C до +125°C. Причем не в лаборатории, а в условиях, максимально приближенных к реальным: с вибрацией 5-10 Гц, имитирующей транспортные нагрузки.
Запомнился случай с партией для горнодобывающего предприятия — заказчик требовал устойчивости к сероводороду. Стандартная изоляция класса H выдерживала не больше полугода. Вместе с технологами ООО Цзянсу Госинь разработали многослойное покрытие на основе эпоксидных смол с добавлением дисульфида молибдена — решение оказалось на 30% дороже, но увеличило межсервисный интервал втрое.
При этом не все эксперименты были удачными. Пытались внедрить автоматизированную намотку алюминиевой фольгой — теоретически это снижало массу на 15%, но на практике возникали микротрещины при термоциклировании. Вернулись к классической медной проволоке, хотя и пришлось пересчитать все допуски.
Расположение завода рядом с рекой Янцзы и трассой G40 — не просто географическая справка. Это определяет логистику: для тороидальных автотрансформаторов критична защита от ударов при перевозке. Разработали многослойную упаковку с демпфирующими вставками — кажется мелочью, но именно это позволило сократить процент брака при доставке с 3% до 0.7%.
Для европейских заказчиков пришлось модифицировать систему креплений — стандартные китайские кронштейны не подходили под монтажные пластины Siemens и ABB. Создали универсальный комплект с регулируемыми зазорами, что упростило интеграцию в существующие щитовые.
Кстати, о стандартах — изначально документация ООО Цзянсу Госинь велась только по GB и IEC. Но для поставок в СНГ потребовалась адаптация под ГОСТ 30830 — пришлось пересматривать методики испытаний, особенно по части перегрузочной способности. Обнаружили, что российские нормы требуют на 10% больший запас по току короткого замыкания.
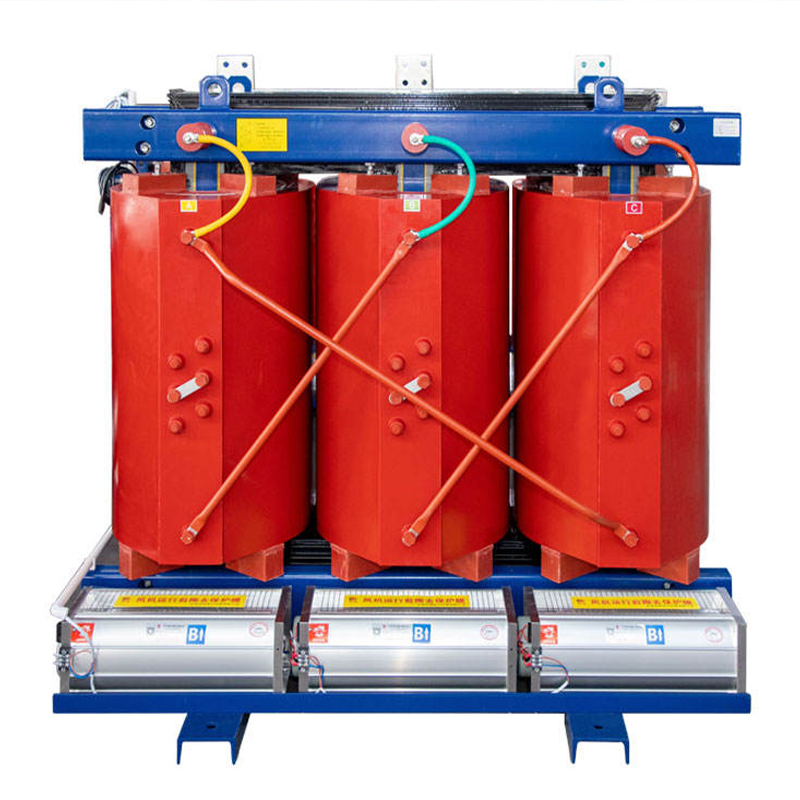
Сердечники — отдельная история. Перепробовали десяток марок электротехнической стали, пока не остановились на M4-X23 с лазерной резкой. Но и здесь нюанс — после резки обязательно нужен отжиг при 780°C, иначе магнитные потери возрастают на 8-9%. Многие производители экономят на этой операции, потом удивляются перерасходу энергии.
Особенно сложно с большими диаметрами — свыше 400 мм. При штамповке возникает остаточное напряжение, которое сложно снять даже вакуумным отжигом. Решение нашли нестандартное — совмещение ультразвуковой обработки с термостарением. Технология запатентована, хотя в открытых источниках о ней почти не пишут.
Сейчас экспериментируем с аморфными сплавами — пока дорого для серийного производства, но на тестовых образцах получили снижение потерь холостого хода на 40%. Правда, появилась новая проблема — хрупкость кромок при механической обработке. Думаем над лазерной резкой в среде аргона.
Один из самых необычных заказов — тороидальные автотрансформаторы для плавучих буровых установок. Требовалась не просто виброустойчивость, а стойкость к знакопеременным нагрузкам при качке. Разработали систему подвеса с гидравлическими демпферами — решение позже адаптировали для ветровых электростанций.
Для городских распределительных сетей пришлось полностью пересмотреть систему охлаждения — стандартное воздушное охлаждение не справлялось при установке в подземных кессонах. Внедрили гибридную схему с принудительной вентиляцией и теплоотводящими шинами — удалось сохранить компактность, увеличив токовую нагрузку на 25%.
Сейчас работаем над модификацией для высокоскоростных поездов — там кроме вибраций добавилось требование по электромагнитной совместимости с системами управления. Испытания показали, что стандартная экранировка не эффективна на частотах выше 5 кГц. Применили многослойный экран из пермаллоя с медной сеткой — дорого, но другого выхода нет.
В итоге каждый проект с тороидальными автотрансформаторами — это компромисс между идеальной теорией и суровой практикой. Заводы вроде ООО 'Цзянсу Госинь Электротехнические Технологии' ценны именно тем, что сохраняют гибкость подхода, не превращая производство в конвейер по штамповке типовых решений. Хотя иногда кажется, что мы уже все возможные ошибки совершили — жизнь регулярно подкидывает новые задачи.