-
+86-15751661017
-
Деревня Шанбэй, поселок Юэтан, город Ичжэн (№ 18, проспект Инбинь, поселок Юэтан)
+86-15751661017
+86-15751661017
Деревня Шанбэй, поселок Юэтан, город Ичжэн (№ 18, проспект Инбинь, поселок Юэтан)
+86-15751661017

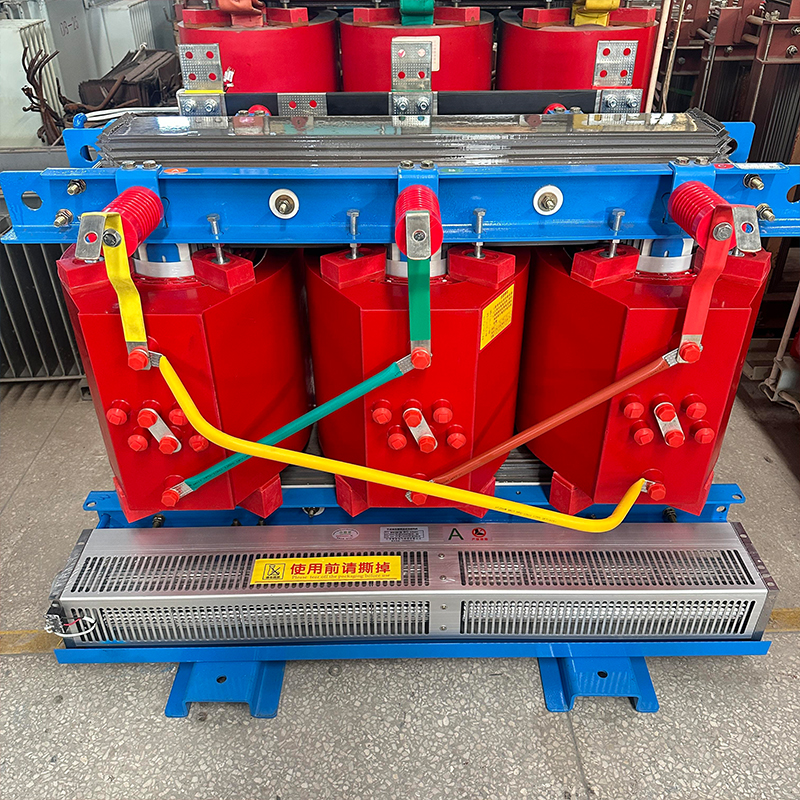
Когда говорят про сделать автотрансформатор заводы, многие сразу представляют гигантские конвейеры с роботами. На деле же в России до сих пор живёт кустарный подход – закупают китайские сердечники, а потом в гаражных кооперативах наматывают обмотки. Помню, в 2018 году пытались так сделать регулируемый автотрансформатор для лифтового оборудования, но на термоиспытаниях лаковое покрытие потрескалось при 90°C. Пришлось переделывать всё по ГОСТ , хотя изначально экономили на всём – даже на пропиточном лаке ELANTAS взяли дешёвую серию.
На нашем опыте в ООО 'Цзянсу Госинь Электротехнические Технологии' сначала тоже пытались адаптировать старые советские наработки. Но для современных сетей 6-10 кВ с высшими гармониками нужна совсем другая магнитная система. Тут не поможет просто увеличить сечение провода – приходится пересчитывать весь магнитопровод с учётом токов КЗ. Кстати, именно поэтому мы перешли на холоднокатаную сталь 3409 марки, хотя её сложнее резать.
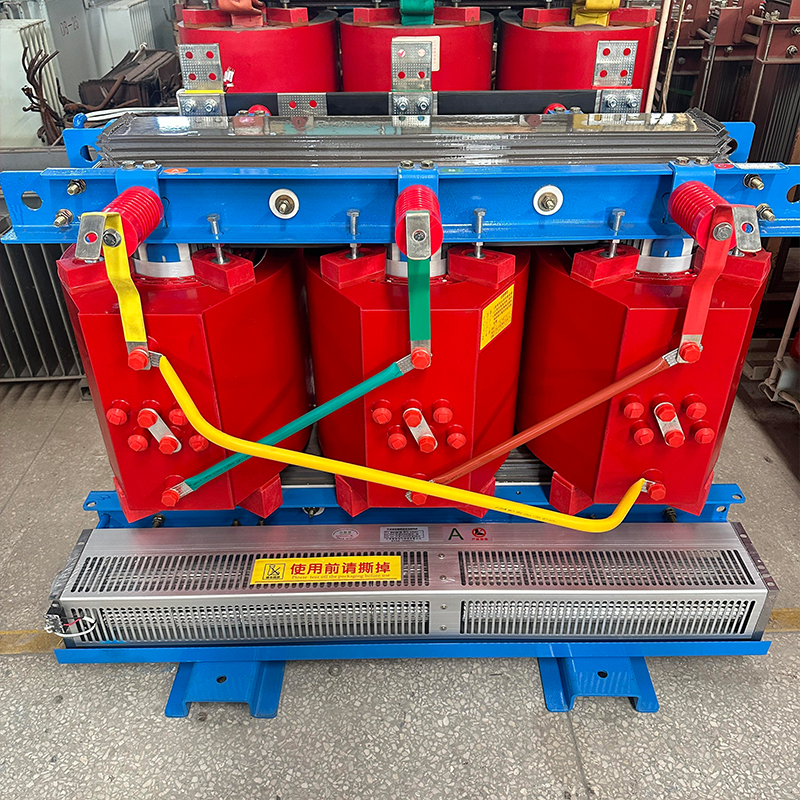
Особенно проблемно с системой охлаждения. В проекте 2021 года для подстанции в Краснодаре пришлось трижды переделывать ребра радиатора – инженеры изначально заложили параметры для сухого трансформатора, а потом выяснилось, что заказчик хочет масляное исполнение. В итоге сделали гибрид: автотрансформатор с принудительным воздушным охлаждением, но с возможностью перехода на масляное при модернизации.
Сейчас многие требуют 'сделать побыстрее и подешевле', но вот пример: когда сократили технологический цикл пропитки обмоток с 72 до 48 часов, через полгода начались пробои в изоляции. Пришлось возвращать старый режим сушки – лучше потерять два дня, чем потом менять трансформатор на объекте.
Когда открыли представительство в Москве в 2019 году, сначала все спрашивали про 'китайское качество'. Пришлось везти журналы испытаний – у нас каждый автотрансформатор проходит не только стандартные тесты, но и проверку на несимметричную нагрузку. Это особенно важно для российских сетей, где часто встречается перекос фаз.
Сейчас основные заказы идут на предварительно собранные подстанции – там автотрансформаторы работают в связке с РУ. Последний проект для логистического центра в Подмосковье: три автотрансформатора 1600 кВА с системой дистанционного контроля температуры. Интересно, что заказчик сначала хотел сэкономить на датчиках, но после случая на соседней подстанции (там сгорел трансформатор из-за перегрева) согласился на полную комплектацию.
География поставок показывает, что важно учитывать климат. Для Сибири делаем усиленную изоляцию и морозостойкое масло, а для южных регионов – дополнительную защиту от влаги. Кстати, именно после жалоб из Сочи пришлось менять материал корпуса – обычная сталь ржавела за два года у моря.
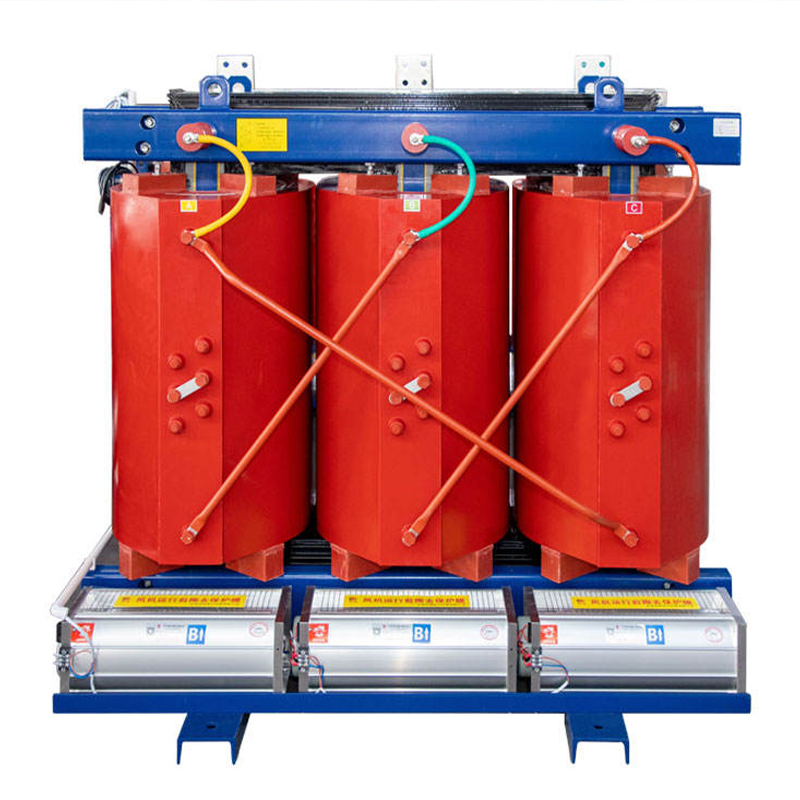
При проектировании магнитопровода всегда возникает дилемма: уменьшать высоту окна (тогда проще монтировать) или увеличивать (лучше охлаждение). Мы в ООО 'Цзянсу Госинь' после серии испытаний пришли к компромиссному решению – делаем прямоугольное окно с соотношением сторон 1.8:1. Это даёт и приемлемые массогабаритные показатели, и нормальный тепловой режим.
С обмотками вообще отдельная история. Медная дороже, но для мощностей свыше 2500 кВА альтернатив нет. А вот для маломощных автотрансформаторов иногда идём на использование алюминиевой шины – но только если заказчик согласен на увеличение габаритов где-то на 15%.
Самый сложный момент – балансировка фаз. Помню, на запуске в Ростове-на-Дону три дня искали причину перекоса – оказалось, проблема была не в нашем оборудовании, а в старых кабельных линиях заказчика. Пришлось устанавливать дополнительные компенсирующие устройства.
В 2020 году пытались упростить конструкцию – убрали дугогасящие решётки, мол, современные вакуумные выключатели и так справятся. Результат: при КЗ на стороне 35 кВ автотрансформатор вышел из строя за 2 секунды. Теперь всегда ставим двойную защиту – и решётки, и быстродействующие выключатели.
Ещё одна грубая ошибка – экономия на системе мониторинга. Как-то поставили партию без датчиков вибрации, решив что это излишество. Через полгода один из трансформаторов начал 'петь' – оказалось, ослаб крепёж магнитопровода. Теперь даже в базовой комплектации ставим вибродатчики.
Самое обидное – когда портят готовое изделение при монтаже. Был случай в Казани: монтажники решили 'упростить' подключение и сняли герметичные заглушки за час до пуска. Внутрь попала влага, при первом включении – пробой. Пришлось менять весь узел.
Сейчас вижу тенденцию к smart-трансформаторам. Мы в ООО 'Цзянсу Госинь Электротехнические Технологии' уже тестируем систему онлайн-диагностики – датчики передают данные о состоянии изоляции, температуре, нагрузке. Правда, пока не все заказчики готовы платить за такой функционал.
Интересно развивается направление гибридных решений. Недавно сделали опытный образец автотрансформатора с системой жидкостного охлаждения для ветропарка – там особые требования к весу и габаритам. Получилось компактнее на 30%, но стоимость пока высокая.
Главный вызов – кадры. Молодые инженеры часто не понимают физических процессов, пытаются всё посчитать в программах. А ведь без понимания, как ведёт себя магнитное поле при несимметричных нагрузках, хороший автотрансформатор не спроектировать. Поэтому сейчас организуем стажировки на производстве – чтобы видели весь цикл, от резки стали до испытаний готового изделия.