-
+86-15751661017
-
Деревня Шанбэй, поселок Юэтан, город Ичжэн (№ 18, проспект Инбинь, поселок Юэтан)
+86-15751661017
+86-15751661017
Деревня Шанбэй, поселок Юэтан, город Ичжэн (№ 18, проспект Инбинь, поселок Юэтан)
+86-15751661017

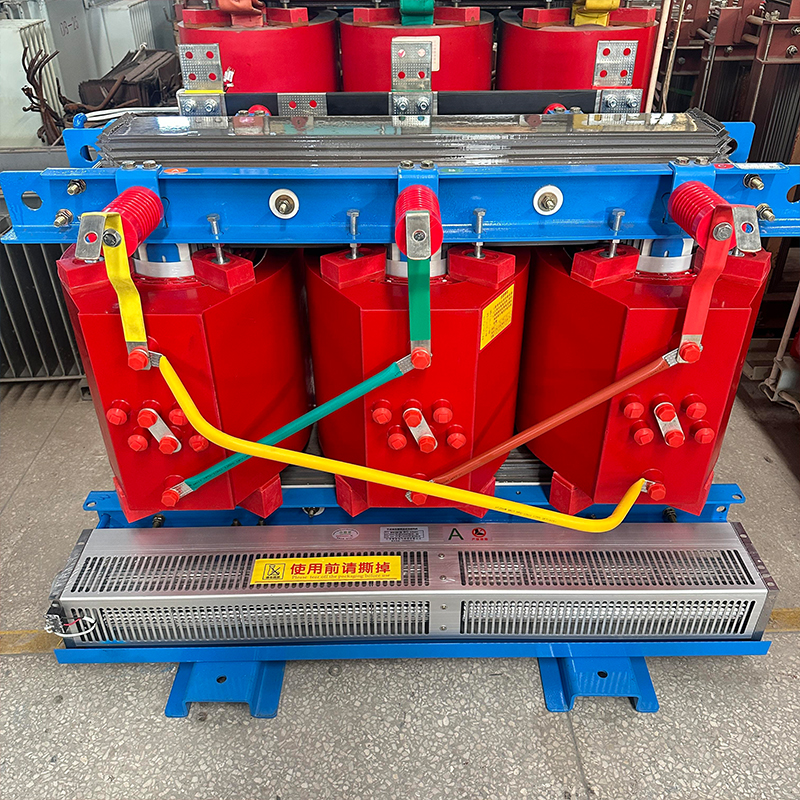
Если честно, многие до сих пор путают потери в стали с общими КПД трансформатора — у нас на заводе каждый второй молодой инженер сначала думает, что главное это обмотки. А потом, когда начинаешь показывать брак по вибрации или перегреву холостого хода, доходит: 80% проблем в неучтённых потерях сердечника.
Вот смотрю на старый трансформатор ТМ-250, который мы вчера разбирали — пластины 3406, но сборка кривая. Потери холостого хода на 15% выше паспортных. Лаборанты меряют — всё в норме, а при сборке магнитная система 'поёт'. Оказалось, зазор между пакетами не выдержан.
Особенно с холоднокатаной сталью номинальной толщины 0,3 мм — казалось бы, всё просчитано. Но если прессовка слабая, вибрация нарастает как снежный ком. Мы как-то партию для ?Россетей? делали — три трансформатора вернули из-за гула. Разобрали — видим, угол стыковки пластин нарушен всего на 2 градуса, а потери уже выросли на 8%.
Кстати, про потери в сердечнике трансформатора — многие забывают, что после перемотки старых сердечников параметры меняются кардинально. У нас на производстве в Ичжэне до сих пор лежат сердечники от государственного завода 90-х — их пытались реанимировать для бюджетных проектов, но потери после перешихтовки всегда выше на 20-30%. Пришлось отказаться.
В 2019 году экспериментировали с лазерной резкой пластин — брали оборудование из Германии. Теоретически, кромка должна быть идеальной, но на практике — подгар кромки давал дополнительные вихревые токи. Пришлось признать: для серийных силовых трансформаторов до 2500 кВА дорого и нецелесообразно.
Потом перешли на ступенчатую шихтовку — снизили потери на 12%, но себестоимость сборки выросла. Для сухих трансформаторов это ещё куда ни шло, а для масляных — заказчики не всегда готовы платить за эти проценты.
Сейчас вот тестируем изоляционное покрытие нового типа — китайское, но по лицензии японской технологии. Первые результаты: потери в сердечнике трансформатора снижаются на 5-7%, но долговечность покрытия под вопросом. Особенно в трансформаторах для северных регионов — после температурных циклов появляются микротрещины.
У нас в ООО ?Цзянсу Госинь Электротехнические Технологии? до сих пор стоит старый стенд для измерений 1995 года — но калибруем его каждые три месяца. Молодые инженеры смеются, мол, пора менять на цифровой. А я им показываю протоколы: наш ?старичок? даёт погрешность 1,5%, а новый китайский аналог — до 3% при колебаниях напряжения.
Самое сложное — поймать плавающие потери. Бывает, партия сердечников из одной стали, а разброс потерь до 4%. Разбираем — оказывается, поставщик стали менял параметры проката между плавками. Теперь всегда требуем сертификаты на каждую партию.
Кстати, про расположение завода — мы в промышленной зоне Юэтан, рядом с G40. Климатические испытания проводим с учётом высокой влажности — из-за близости к Янцзы изоляция пластин может деградировать быстрее. Пришлось ввести дополнительный контроль лакового покрытия.
Самая частая проблема — неправильная затяжка стяжных шпилек. Перетянешь — пластины деформируются, недотянешь — вибрация. Нашли компромисс: используем динамометрические ключи с щелчком, но даже так нужен опытный оператор.
Ещё момент — чистка пластин перед сборкой. Казалось бы, элементарно, но если останутся частички абразива — локальные перегревы гарантированы. Как-то пришлось перебирать трансформатор для подстанции в Новосибирске — через полгода работы гул появился. Вскрыли — между пластинами песчинки тех самых абразивов.
И да, про потери в сердечнике трансформатора — многие не учитывают, что после транспортировки нужна повторная проверка. Особенно для предварительно собранных подстанций — дорожная тряска может нарушить геометрию пакета. Теперь всегда делаем контрольные замеры после доставки.
За 20 лет понял: идеальных решений нет. Снижаешь потери — растёт стоимость. Для большинства заказчиков оптимален баланс: соответствие ГОСТ плюс небольшой запас.
Сейчас вот для высоковольтных распределительных устройств используем только ступенчатую шихтовку — там потери критичны. А для стандартных ТМГ — простая прямая стыковка, но с усиленным контролем качества сборки.
Главное — не гнаться за модными технологиями без практической проверки. Помню, как в 2010-м пытались внедрить аморфные стали — потери снизились втрое, но стоимость трансформаторов выросла на 40%. Рынок не принял.
Сейчас работаем в рамках возможностей производства — улучшаем технологические процессы, но без революций. Как показала практика, для 90% проектов важно стабильное качество, а не рекордные показатели.