-
+86-15751661017
-
Деревня Шанбэй, поселок Юэтан, город Ичжэн (№ 18, проспект Инбинь, поселок Юэтан)
+86-15751661017
+86-15751661017
Деревня Шанбэй, поселок Юэтан, город Ичжэн (№ 18, проспект Инбинь, поселок Юэтан)
+86-15751661017

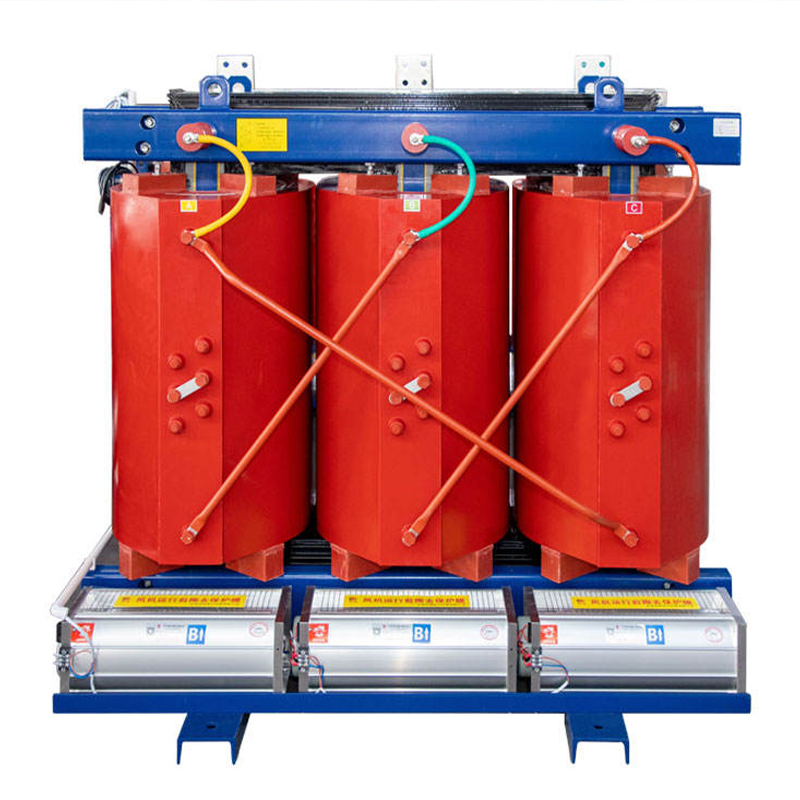
Когда говорят про автотрансформатор для стабилизатора напряжения завод, многие сразу представляют себе просто уменьшенную версию обычного трансформатора. Но на практике разница не только в габаритах — тут и схема подключения другая, и охлаждение по-другому работает, и даже способы стабилизации имеют свои нюансы. Часто заказчики путают автотрансформаторы с обычными силовыми, особенно когда речь идет о стабилизаторах напряжения для промышленных объектов. В результате на объект приезжает оборудование, которое не совсем подходит под требования сети.
Если взять наш опыт на заводе в Ичжэне, то главное отличие — это именно обмотка. У автотрансформатора она одна, но с отводами. Казалось бы, проще, но на деле расчет этих отводов — целая наука. Особенно когда нужно обеспечить стабильное напряжение при резких скачках нагрузки. Мы в ООО Цзянсу Госинь Электротехнические Технологии не раз переделывали схемы, потому что первоначальные расчеты не учитывали, например, влияние гармоник в городских сетях.
Материал сердечника — отдельная история. Кремнистая сталь марки 3406 бывает разной, и если попадается партия с повышенными потерями, то весь автотрансформатор начинает греться сверх нормы. Приходится менять поставщиков, хотя это и удорожает производство. Но для стабилизаторов напряжения перегрев — это критично, особенно в жарком климате.
Еще момент — изоляция. Для автотрансформаторов в стабилизаторах мы используем комбинированную изоляцию: бумажно-масляную в силовых частях и эпоксидную в узлах регулирования. Но вот беда — при температуре ниже -25°C эпоксидка становится хрупкой. Пришлось для северных поставок разрабатывать специальную рецептуру.
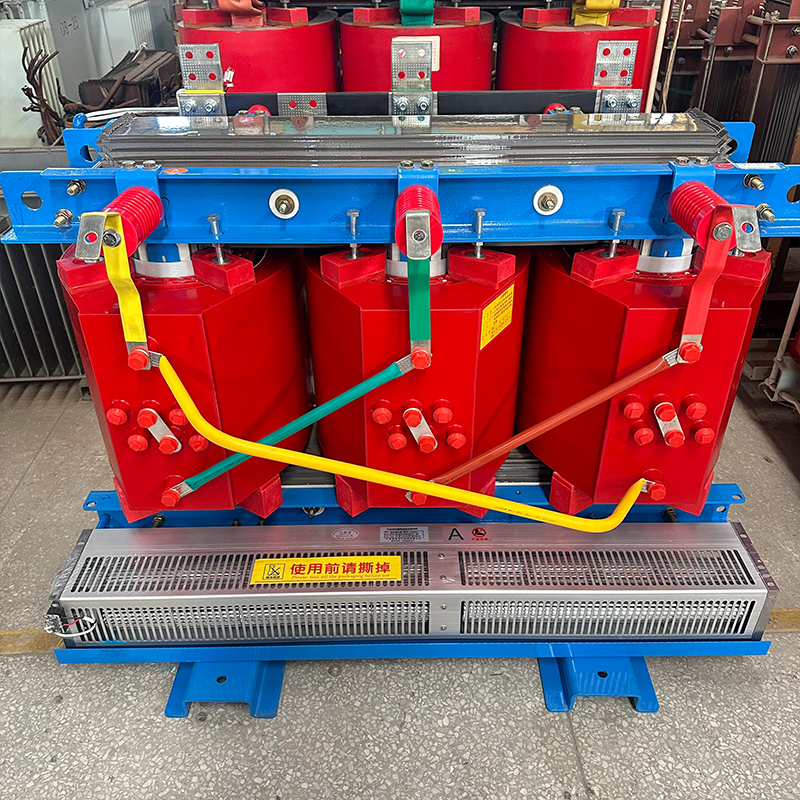
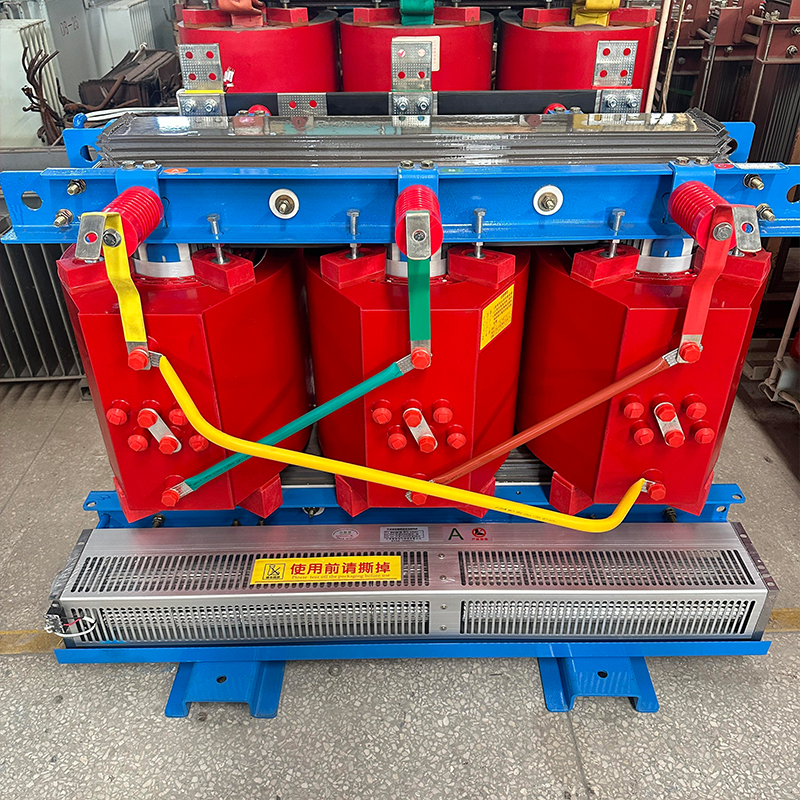
На нашем производстве в промышленной зоне Юэтан самая частая проблема — это соблюдение геометрии обмотки. Автоматика не всегда точно укладывает провод, особенно когда сечение меняется от 16 до 50 мм2. Приходится делать ручную правку, а это увеличивает время сборки. Как-то раз отгрузили партию, где в нескольких экземплярах был перекос обмотки всего на 3 мм — клиент вернул, сказал, что шум превышает допустимый.
Сварка выводов — еще один больной вопрос. Медь нужно варить в среде аргона, но если давление газа в системе падает даже немного, получаются поры. Вроде бы мелочь, но именно такие поры стали причиной отказа одного стабилизатора напряжения на подстанции в Красноярске. Пришлось менять всю технологию контроля качества.
Покраска корпусов — казалось бы, ерунда. Но для автотрансформаторов, которые работают в агрессивной среде (например, в портах), обычная эмаль держится максимум год. Перешли на полиуретановые составы, но они требуют особой подготовки поверхности — обезжиривание должно быть практически идеальным.
Испытания на заводе — это отдельный цех. Каждый автотрансформатор для стабилизатора проходит не менее 12 тестов. Самый сложный — проверка на стойкость к короткому замыканию. Мы имитируем КЗ в течение 0,8 секунды, как требует ГОСТ, но иногда заказчики просят увеличить время до 1,2 секунды. Приходится пересчитывать все параметры, иначе магнитная система не выдерживает.
Тепловизионный контроль — обязательный этап. Но камеры иногда не видят локальных перегревов в местах крепления шин. Пришлось разработать дополнительную методику — нагружаем трансформатор на 110% номинала и проверяем ключевые узлы контактным термометром. Трудоемко, но надежно.
Измерение уровня шума — делаем в специальной камере, но реальные условия всегда отличаются. Как-то поставили партию автотрансформаторов для сталелитейного завода — там фон такой, что наш сертификат по шуму оказался бесполезным. Пришлось дорабатывать систему креплений, добавлять виброизоляторы.
В 2022 году мы поставили ООО Цзянсу Госинь партию автотрансформаторов для стабилизаторов на насосную станцию в Волгоградской области. Там проблема была с просадками напряжения при одновременном запуске трех насосов. Стандартные решения не подходили — слишком большие токи. Сделали автотрансформаторы с дополнительной системой принудительного охлаждения, хотя изначально считали это избыточным.
Для торгового центра в Москве делали компактные автотрансформаторы — нужно было вписаться в существующий щиток. Пришлось использовать алюминиевую обмотку вместо медной, хотя КПД немного снизился. Зато габариты уложились в требуемые 600×800 мм.
Самая сложная задача была для порта в Находке — автотрансформаторы для стабилизаторов, работающих с портовыми кранами. Там постоянно меняющаяся нагрузка, плюс соленая атмосфера. Делали корпуса с классом защиты IP54, с нержавеющими креплениями. Через полгода эксплуатации — ни одной рекламации.
Чаще всего монтажники неправильно подключают систему охлаждения. У нас был случай в Ростове — подключили вентиляторы не в ту фазу, в результате обдув был недостаточным. Автотрансформатор проработал два месяца и вышел из строя от перегрева.
Еще одна ошибка — не проверяют состояние масла перед включением. А ведь даже небольшая влажность (больше 15 ppm) резко снижает пробивное напряжение. Теперь в паспорте на каждый автотрансформатор для стабилизатора напряжения добавляем яркую памятку про обязательную проверку масла.
Неправильное заземление — бич всех промышленных объектов. Как-то на хлебозаводе заземлили корпус на нулевой проводник вместо контура заземления. Результат — постоянные помехи в работе автоматики стабилизатора. Пришлось отправлять нашего специалиста для перемонтажа.
Сейчас экспериментируем с использованием аморфных сплавов в сердечниках. Потери на 20-25% меньше, но стоимость выше. Пока тестируем в лабораторных условиях — для стабилизаторов напряжения это может быть прорывом, особенно там, где важна энергоэффективность.
Автоматизация производства — постепенно внедряем роботизированную укладку обмотки. Пока что робот справляется только с проводом до 35 мм2, но инженеры обещают, что к концу года доведут до 70 мм2. Это позволит сократить время производства на 15%.
Новые системы мониторинга — разрабатываем автотрансформаторы со встроенными датчиками температуры и вибрации. Данные передаются по Wi-Fi на диспетчерский пульт. Уже опробовали на двух объектах — пока надежность на уровне 98%, нужно улучшать.
В целом, производство автотрансформаторов для стабилизаторов напряжения — это постоянный поиск компромисса между стоимостью, надежностью и технологичностью. Каждый новый заказ — это новые вызовы, но именно это и делает работу интересной. Главное — не останавливаться на достигнутом и постоянно совершенствовать технологии, как мы это делаем в ООО Цзянсу Госинь Электротехнические Технологии.