-
+86-15751661017
-
Деревня Шанбэй, поселок Юэтан, город Ичжэн (№ 18, проспект Инбинь, поселок Юэтан)
+86-15751661017
+86-15751661017
Деревня Шанбэй, поселок Юэтан, город Ичжэн (№ 18, проспект Инбинь, поселок Юэтан)
+86-15751661017

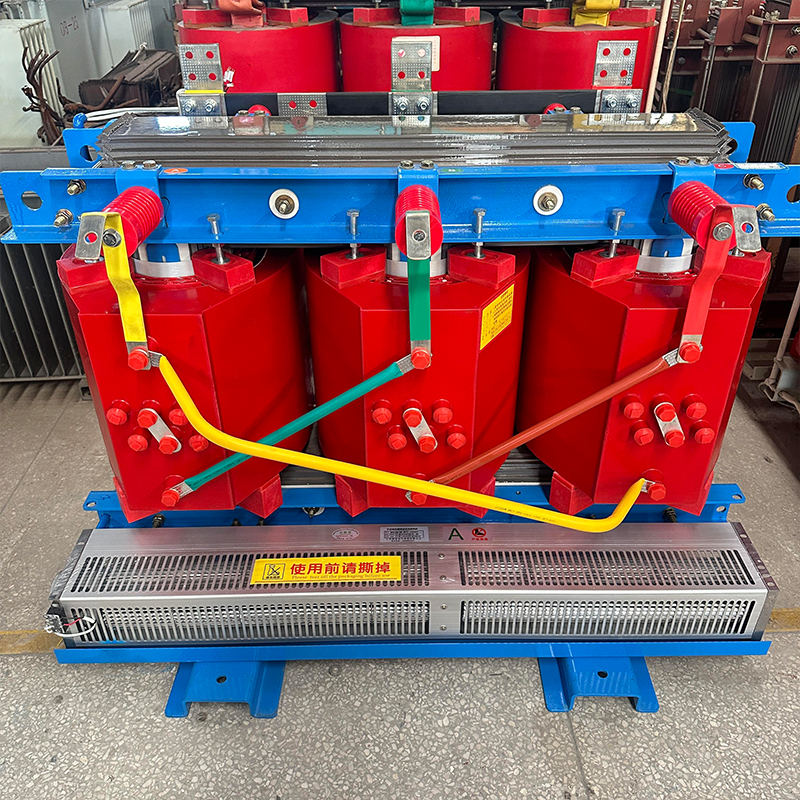
Когда говорят про автотрансформаторы высоковольтные, многие представляют просто уменьшенную версию силовых трансформаторов. Но на практике разница фундаментальна - особенно в вопросах проектирования изоляции и системы охлаждения. На нашем производстве в Ичжэне до сих пор вспоминают случай 2018 года, когда попытка адаптировать чертежи обычного трансформатора для автотрансформатора 110 кВ привела к пробою изоляции на испытаниях.
Вот смотрите: для высоковольтных автотрансформаторов критично точное позиционирование ответвлений. Мы в ООО Цзянсу Госинь Электротехнические Технологии после того инцидента полностью пересмотрели технологию намотки. Перешли на послойную намотку с термореактивной изоляцией - да, дороже, но зато ни одного отказа с 2019 года.
Кстати про охлаждение - многие недооценивают важность направления масляных потоков. В автотрансформаторе с его общей обмоткой локальные перегревы возникают совершенно в других зонах, чем в обычных трансформаторах. Приходится добавлять дополнительные каналы охлаждения именно в зоне стыка последовательной и общей обмотки.
И еще момент - виброакустика. Из-за особенностей магнитного потока автотрансформаторы склонны к низкочастотному гудению. Боролись с этим полгода, пока не подобрали оптимальную конфигурацию крепления сердечника. Теперь эта технология стала нашей ноу-хау.
Наш завод в промышленной зоне Юэтан изначально проектировался с учетом специфики автотрансформаторов. Но и этого оказалось недостаточно - пришлось дополнительно устанавливать систему вакуумной сушки активной части. Почему? Потому что остаточная влажность в бумажно-масляной изоляции для автотрансформаторов должна быть ниже 0.5%, а не 1% как для обычных трансформаторов.
Особенно сложно с контролем межвитковой изоляции. Используем метод измерения частичных разрядов при повышенном напряжении - но и здесь есть нюансы. Например, чувствительность датчиков должна быть выше, так как в автотрансформаторе емкостные связи между обмотками сложнее.
Последний случай был с партией для подстанции под Янчжоу - при стандартных испытаниях все было идеально, а при включении в сеть начались фазовые искажения. Оказалось, проблема в наводках от соседних фаз - пришлось дорабатывать магнитные экраны. Теперь это обязательный пункт в ТУ.
С транспортировкой автотрансформаторов всегда головная боль - они при тех же мощностях имеют меньший вес, но более чувствительны к перекосам. Разработали специальные крепления для перевозки, которые фиксируют активную часть независимо от бака.
При монтаже на объекте самое сложное - вакуумирование. Если для обычных трансформаторов допустим остаточный давление 0.5 мбар, то для автотрансформаторов требуется не выше 0.3 мбар. И процесс занимает на 20-30% больше времени - многие заказчики не понимают, почему нельзя ускориться.
Запомнился монтаж на подстанции у G40 - там пришлось в полевых условиях дорабатывать систему охлаждения, потому что проектировщики не учли розу ветров конкретной местности. Теперь всегда требуем данные по преобладающим ветрам для объектов рядом с автомагистралями.
Переход на аморфные стали для сердечников в автотрансформаторах дался сложнее, чем ожидали. Магнитные потоки распределяются иначе, пришлось полностью менять систему крепления шихтованного сердечника.
С изоляцией тоже не все просто - современные жидкостные диэлектрики типа MIDEL 7131 ведут себя в автотрансформаторах специфически. Пришлось проводить дополнительные исследования совместно с технологами из Янцзы.
Сейчас экспериментируем с нанопокрытиями для проводников - в теории это должно снизить потери еще на 5-7%. Но пока стабильного результата нет, особенно при коммутационных перенапряжениях.
Частая проблема - несовместимость с существующими высоковольтными распределительными устройствами. Особенно с вакуумными выключателями. Из-за особенностей коммутации в автотрансформаторах возникают перенапряжения, которые стандартные УЗИП не всегда успевают ограничить.
Для предварительно собранных подстанций это вообще отдельная тема. Приходится дополнительно ставить демпфирующие контуры - увеличивает стоимость, но зато гарантирует стабильность работы.
Сейчас ведем переговоры с производителями КРУ о разработке специализированных ячеек именно для автотрансформаторов. Пока прогресс минимальный - большинство предпочитает универсальные решения, хотя специфика очевидна.
Пытались внедрить систему онлайн-мониторингa с ИИ - идея казалась перспективной, но на практике оказалось, что для автотрансформаторов не хватает релевантных данных для обучения алгоритмов. Отложили до лучших времен.
А вот разработка модульной системы охлаждения оказалась удачной. Особенно для объектов в жарком климате - можно гибко наращивать мощность охлаждения в зависимости от сезона.
Сейчас основной вызов - это совмещение автотрансформаторов с ВИЭ. Колебания генерации создают несимметричные нагрузки, к которым автотрансформаторы особенно чувствительны. Работаем над адаптивной системой регулирования.
Если резюмировать наш опыт - производство автотрансформаторов высоковольтных требует отдельной технологической культуры. Нельзя просто взять и перепрофилировать линию обычных трансформаторов.
Особое внимание стоит уделять подготовке персонала - даже опытные намотчики сначала делают характерные ошибки. Разработали трехмесячную программу адаптации specifically для автотрансформаторов.
Главный урок - нельзя экономить на испытательном оборудовании. Сэкономили на системе диагностики частичных разрядов - в итоге потратили втрое больше на гарантийный ремонт. Теперь тестируем каждую единицу по полному циклу, независимо от заказчика.